- 全國統一咨詢熱線
- 024-25947778 微信xxm027
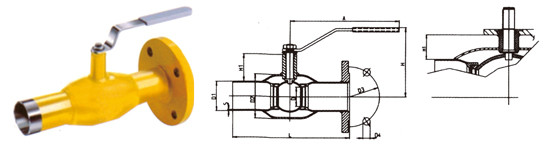
焊接球閥在各個領域使用都非常廣泛,其優越的品質和高性能的穩定性是普通鑄鋼球閥所無法達到的,全焊接球閥使用壽命遠遠大于鑄鋼球閥,全焊接球閥廣泛應用于城市燃氣、城市供熱、石油化工、造船、鋼鐵、調壓站、發電廠等各類管道設備上,今天東北閥門廠家給大家介紹一下焊接球閥的焊接技術。
我們先來了解一下都有哪些焊接方式?
焊接種類主要分為:1、焊條電弧焊;2、埋弧焊(自動焊);3、二氧化碳氣體保護焊(自動或半自動焊);4、MIG/MAG焊(熔化極惰性氣體保護焊;5、TIG焊(鎢極惰性氣體保護焊);6、等離子弧焊六種焊接方式
焊接球閥的焊接方式難在哪?
焊接球閥的焊接其實不同于普通的焊接技術,因為閥腔內有非金屬的密封材料橡膠和聚四氟乙烯塑料,不能進行在焊接后的熱處理。焊接球閥的厚壁多層的焊接過程是金屬材料多次反復的加熱和冷卻的過程,通常它的焊接接頭都是設計成窄間隙厚壁埋弧焊,還有的使用全焊接的閥體多數是那種超大的厚度筒狀的焊接接頭。因此閥體焊接接頭的根部縫隙的應力集中,殘留應力,組織劣質化成為閥體結構中的薄弱環節。
目前的兩種處理方式是: 1。是熱處理技術處理;2。是接頭處處理;這兩種處理方式將產生幾倍于正常工作應力的應力集中,同樣使廠家工程師們難于處理。
東北閥門廠家認為,如何解決焊接球閥閥體焊接接頭的根部縫隙的應力集中,殘留應力,組織劣質化成為閥門焊接的最大問題,在今后的日子中沈陽安達閥門會給大家詳細介紹一下焊接球閥的具體焊接工藝。如果您想選擇一家負責任的、產品質量過關的焊接球閥廠請閱讀:如何選擇質量好的焊接球閥廠?